Tim Watson
Western Thunderer

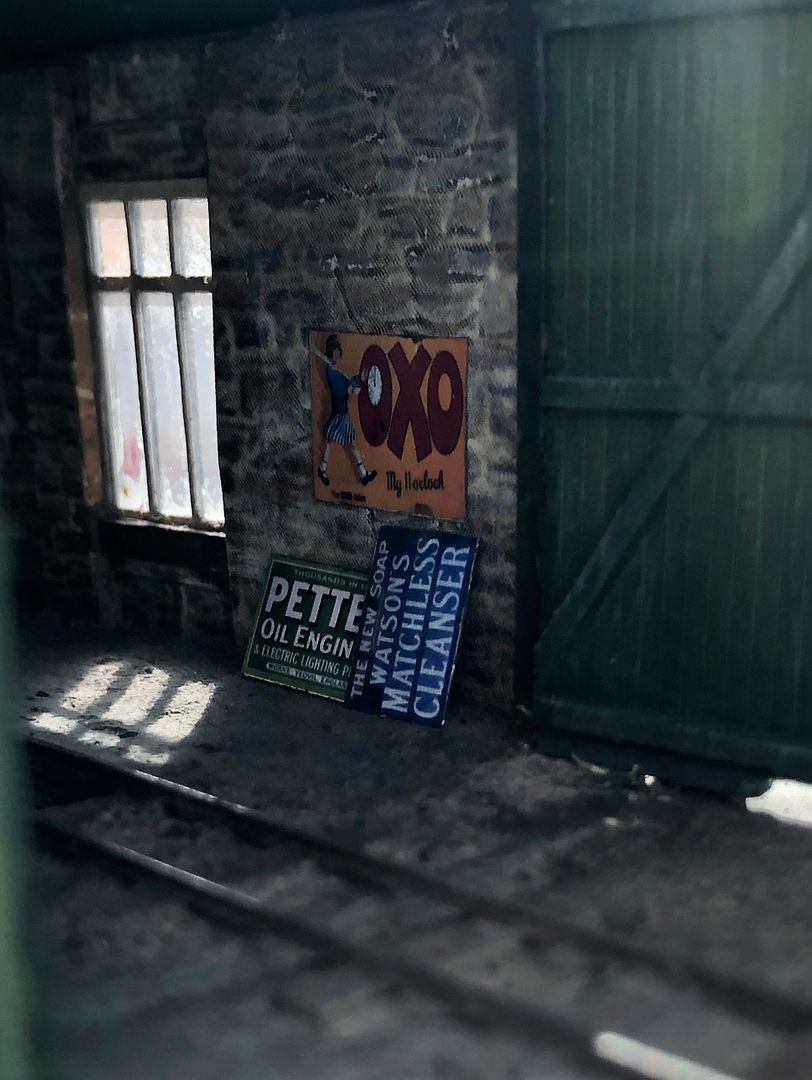
I have cropped and enlarged this interesting picture of the Barnstable-end doors at Lynton. The ash had been shovelled out of the ash pit, but a leaking hose pipe has evidently made a couple of puddles - something well worth simulating...
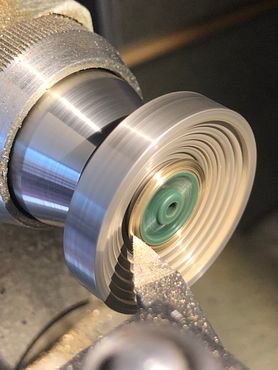
I don’t think I have ever seen model puddles that were totally convincing, perhaps due to a varnish meniscus, non shiny surface to the water or maybe they’re just in the wrong place. So I put my thinking cap on: in fact this little project is helping me to practice some quite useful techniques. To represent the puddle I first of all gouged out a depression from the card surface and painted it dark gray.

This was then filled with epoxy resin (Araldite Precision) to an excess, taking care to mix the resin without air bubbles and to let it stand under a lamp for a short while to become nice and runny.
The top of the water was then represented by a microscope slide cover slip which is 170um thick, gently laid down on the resin, with just a little pressure to squeeze out any excess.

Once the resin had cured, the coverslip was broken away with the edge of a scalpel. Somewhat annoyingly, this actually took some of the surrounding earth away as well, whilst the cover glass remained stuck to the main puddle.

The ground was therefore made good with a coloured plaster slurry to just above the top of the coverslip.

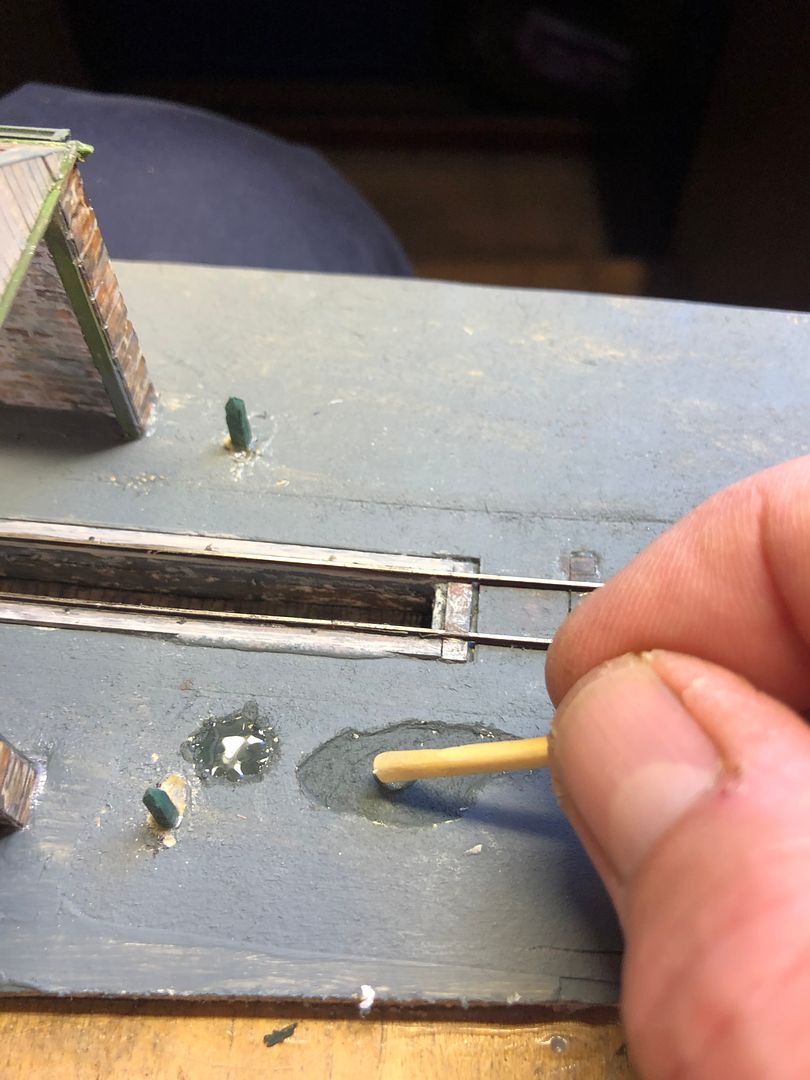
Now obviously a loco shed area would be covered in ash and this was represented by ground up ash from my miniature traction engine.
Whilst ash powder can be held in place by a layer of PVA glue to some extent, a more natural effect can be produced by using sprayed matt varnish to help lock the loose ash together. This would also represent the surface where the puddle has started to dry out. However, I didn’t want matt water over the whole puddle, so this was covered with PVA glue, incorporating a strip of paper to remove it more easily after the spraying.

The end result gives a glass-like reflection from the water - funny that - and avoids problems of menisci and an irregular surface. The building itself needs further work around the roof (just resting in place in these images) and more details.


Quite a lot of work for two little puddles, do you think it was worth it?
Tim